- Hubungi kami di
- 07617877263
- 07617877745
- sales@hokindojaya.com

Kebutuhan Bahan Dasar FRP

Kebutuhan Pabrikasi Spesialisasi untuk Proses Filament Winding (Classes I dan II )
January 24, 2021
RM-100 BAHAN LAMINASI
Bahan plastik yang diperkuat dengan serat selanjutnya adalah: disebut sebagai laminasi.
Dengan catatan:
(a) Laminasi, sebagaimana dipertimbangkan di sini, adalah komposit struktur yang terdiri dari satu atau lebih bahan penguat berikut dalam bahan/matriks resin:
(1) gelas
(2) karbon atau grafit
(3) aramid
(b) Fabrikator harus menyimpan arsip spesifikasi yang dipublikasikan untuk semua bahan laminasi yang digunakan di setiap peralatan fabrikasi, rekomendasi pabrikan material untuk kondisi penyimpanan dan umur simpan untuk semua bahan laminasi, dan sertifikasi pabrikan bahan yang masing-masing pengiriman sesuai dengan persyaratan spesifikasi tersebut. Ini sertifikasi harus menjadi bagian dari Spesifikasi Operasional Prosedur.
SISTEM SERAT
RM-110
Serat Kaca RM-111
Serat kaca yang digunakan dalam salah satu proses fabrikasi diizinkan oleh bagian ini adalah satu atau lebih dari komposisi kaca berikut:
(a) Tipe A
(b) Tipe E
(c) Tipe S
(d) Tipe E-CR
(e) Tipe C
Produsen harus menyatakan bahwa serat sesuai dengan spesifikasi pabrikan untuk produk dan bahwa kekuatan dan modulus minimum, diukur sesuai dengan ASTM D 2343, tidak kurang dari 90% dari nilai minimum yang diterbitkan pabrikan untuk jenis resin yang dipakai.
RM-112 Serat Karbon atau Grafit
Pabrikan serat harus menyatakan bahwa karbon atau serat grafit sesuai dengan spesifikasi pabrikan untuk produk dan bahwa kekuatan dan modulus minimum,diukur sesuai dengan ASTM D 2343, tidak kurang dari 90% dari nilai minimum yang diterbitkan pabrikan untuk jenis resin yang dipakai.
RM-113 Serat Aramid
Pabrikan serat harus menyatakan bahwa serat aramid sesuai dengan spesifikasi pabrikan untuk produk dan bahwa kekuatan dan modulus minimum, diukur sesuai dengan ASTM D 2343, tidak kurang dari 90% dari nilai minimum yang diterbitkan pabrikan untuk jenis resin yang dipakai..
Perlakuan Permukaan Serat RM-114
Permukaan kaca, karbon, dan serat grafit harus: diperlakukan untuk memberikan ikatan antara serat dan matriks resin.
Serat aramid biasanya tidak memerlukan perlakuan permukaan.
SISTEM RESIN RM-120
Sistem resin harus terdiri dari epoksi atau poliester/vinil ester, fenolik, atau resin furan ditambah resin promotor dan curing yang direkomendasikan pabrik agen. Tidak ada pengisi, pigmen, thixotrope, atau pewarna yang akan mengganggu warna alami resin yang boleh digunakan kecuali sebagaimana diizinkan oleh Spesifikasi Prosedur. Jika diperlukan oleh Pengguna, peralatan dapat dicat mengikuti semua inspeksi dan sertifikasi yang diperlukan oleh Inspektur.
Spesifikasi Resin RM-121
Bahan resin yang digunakan dalam pembuatan bejana harus sama dengan yang ditentukan dalam Prosedur Spesifikasi. Setiap resin harus dapat dilacak dengan nama dari pabrikannya dan nama dagang atau nomornya pabrikan.
Produsen resin harus memasok ke Fabrikator:
Sertifikat Analisis untuk setiap resin yang digunakan. Ini akan mencakup Informasi berikut:
(a) identifikasi resin
(b) nomor batch
(c) tanggal pembuatan
(d) umur simpan
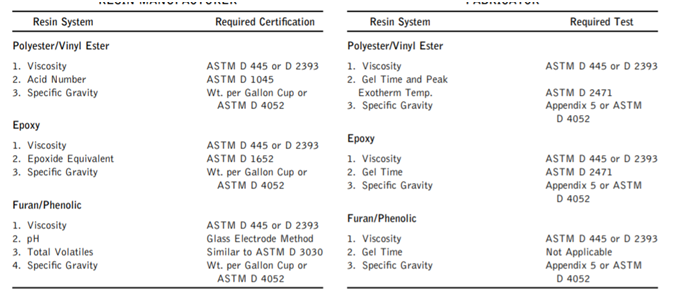
Selain itu, produsen resin harus mensertifikasi untuk masing-masing: batch dikirim, nilai (dan batas yang ditentukan dalam spesifikasi) dari properti yang diidentifikasi dalam Tabel RM-120.1.( di atas)
Fabrikator harus menguji setiap batch resin sesuai dengan Tabel RM-120.2 untuk resin yang sesuai untuk memastikan bahwa karakteristik material resin memiliki tidak berubah dari nilai tertentu yang tercantum dalam Prosedur Spesifikasi. Nilai yang diperoleh untuk viskositas dan berat jenis untuk resin saja harus berada dalam batas spesifikasi pabrikan untuk resin itu dan seperti yang tercantum dalam Spesifikasi Prosedur. Pengujian resin harus dilakukan pada: penggunaan pertama dan pada interval berikutnya tidak lebih dari 1/4 dari umur simpan resin. Resin harus dipertahankan dalam sesuai dengan rekomendasi pabrikan.
Nilai yang diperoleh untuk waktu gel dan eksoterm puncak suhu harus untuk sistem resin / curing tertentu formulasi uji dan suhu, dan harus berada dalam batas yang tercantum dalam Spesifikasi Prosedur. Formulasi uji dan suhu harus mewakili formulasi yang digunakan selama fabrikasi bejana. Batas toleransi untuk formulasi uji (seperti yang tercantum dalam Prosedur Spesifikasi) dapat ditetapkan baik oleh produsen resin atau Fabrikator. Batas toleransi harus ditetapkan menggunakan komponen formulasi yang memiliki karakteristik material yang ditentukan pabrikan. Batas toleransi yang ditetapkan harus dalam batas yang cukup kecil sedemikian rupa sehingga hasil tes di luar rentang ini akan mencerminkan penyimpangan dalam karakteristik dan peringatan material komponen Fabrikator dari kemungkinan penyimpangan material. Selain itu, Fabrikator harus menetapkan dan mendokumentasikan suhu penggunaan maksimum untuk sistem resin/penyembuhan yang digunakan.Ini mungkin berhubungan dengan produsen resin atau laboratorium independen, dan mungkin didasarkan pada suhu distorsi panas atau suhu transisi gelas. Fabrikasi harus mendokumentasikan ulang suhu penggunaan maksimum setidaknya setiap dua belas bulan menggunakan batch resin saat ini dan bahan pengawet.Sebuah catatan dari penentuan ini akan menjadi bagian dari Laporan Pengujian Kontrol Kualitas Pabrikan dan harus disediakan untuk Inspektur.
Data untuk setiap batch resin yang digunakan untuk fabrikasi kapal Kelas II harus dicatat pada Prosedur Spesifikasi (Formulir Q-120) dan menjadi bagian dari Laporan Desain Pabrikasi untuk kapal itu.
RM-122 Curing Agent
Bahan pengering yang digunakan, dan prosedur pengeringan yang diikuti, dalam fabrikasi peralatan harus seperti yang ditentukan dalam Spesifikasi Prosedur. Setiap bahan pengering tersebut harus: dapat dilacak dengan nama pabrikan, nama pabrikan sebutan, dan nama generik.
Bahan pengering dan rasio resin-to-curing-agen yang digunakan untuk membuat peralatan harus dicatat dan menjadi bagian dari spesifikasi Laporan Pengujian Kontrol Kualitas.
RM-123 Pengeringan Laminasi
Fabrikator harus menentukan dan mendokumentasikan sebagai bagian dari: Spesifikasi Prosedur dan Tes Kontrol Kualitas
Laporan berisi bahwa laminasi setiap peralatan dan bagian peralatan adalah dikeringkan dengan benar.
Ini biasanya harus dilakukan dengan menggunakan Uji Barcol di sesuai dengan ASTM D 2583 (lihat RQ-141 dan RT-221).
Pembacaan Barcol harus dalam toleransi yang ditentukan oleh: produsen resin seperti yang tercantum dalam Prosedur Spesifikasi. Jika produsen resin tidak menyediakan Spesifikasi Barcol (untuk sistem resin/curing yang digunakan),Fabrikator harus menetapkan spesifikasi Barcol (untuk resin/sistem pengawetan yang digunakan) yang telah didokumentasikan oleh pengujian pihak ketiga independen bahwa pembacaan Barcol tersebut yang merupakan indikasi pengeringan resin lengkap. Ini akan menjadi bagian dari Spesifikasi Prosedur.
Jika Fabrikator memilih untuk tidak menggunakan Uji Barcol sebagai ukuran penyembuhan laminasi yang tepat, ia harus menentukan dan mendokumentasikan metode yang digunakan untuk memastikan bahwa penyembuhan laminasi yang tepat tercapai. Metode tersebut harus dapat diterima oleh: Inspektur. Hasilnya harus menjadi bagian dari Prosedur Spesifikasi dan Laporan Pengujian Kontrol Kualitas direkam sebagai pengganti hasil Barcol Test pada berbagai bentuk. (approximately translated from: PART RM MATERIAL REQUIREMENTS. Fiber-Reinforced Plastic Pressure Vessels, ASME Boiler and Pressure Vessel Committee on Fiber-Reinforced Plastic Pressure Vessels)


{kind=link}